全國服務熱線
全國服務熱線

地址:河北省河間市行別營工業區
手機:13363683360(韓經理)
Q Q:1285665616
郵箱:1285665616@qq.com
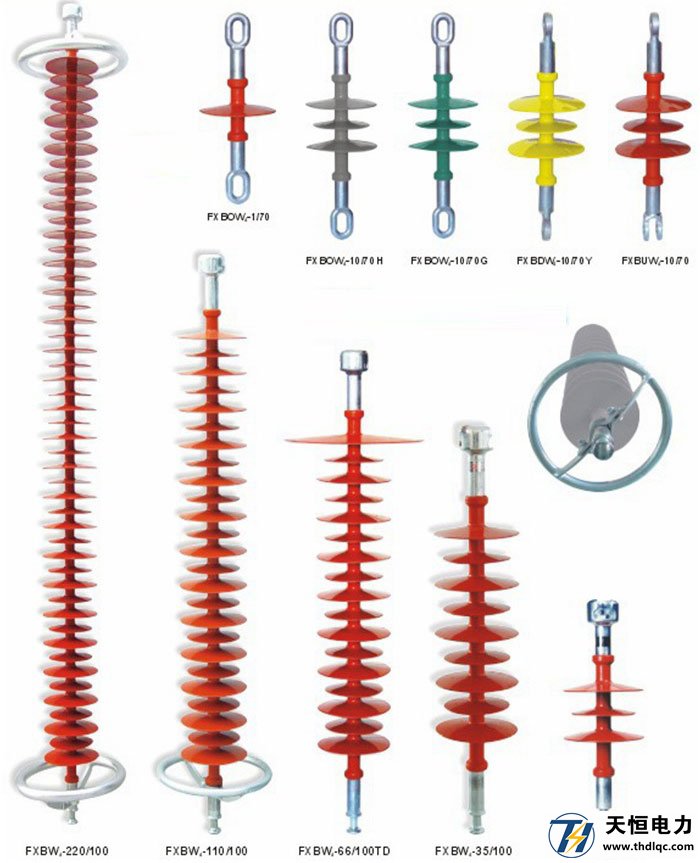
復合絕緣子的金屬附件材料
金屬附件是復合絕緣子的兩端連接部件。
復合絕緣子的金屬附件一般使用鍍鋅鋼件并必須具有適當的延伸性以能與芯棒連接。技術要求、試驗方法和檢驗規則必須符合JB/T 8178和JB/T 9677的有關規定。除不銹鋼外的所有鐵質金屬附件都應按照JB/T 8177進行熱鍍鋅。
復合絕緣子的金屬附件的所有表面應光滑、無尖角毛刺或不均勻性以防引起電暈。如鍛造應無裂縫、薄層、疤痕、皺皮、銀白色等。在端部金具鍍鋅前,所有毛刺均應仔細清除,且構件尺寸符合標準要求。在正常運行條件下,金屬附件的可見電暈電壓應在允許值以內,其無線電干擾水平應滿足專用部分技術參數表規定的要求。
金屬附件的連接尺寸應符合GB/T 4056的規定。
2.2.4 鎖緊銷
球窩連接的復合絕緣子應配備R型鎖緊銷。鎖緊銷應能維持在鎖緊及松開的位置上,并應有兩個分開的末端以防止它完全從鋼帽內脫出。
鎖緊銷應符合JB/T 8181的要求。鎖緊銷應采用奧氏體不銹鋼制作,不應采用有防腐蝕表層而本身不耐銹蝕的材料制作,并與復合絕緣子成套供應。在把鎖緊銷的末端分開到180°,然后扳回到原來的位置時用肉眼檢查應不顯出裂紋。
鎖緊銷的裝配應使用專用工具,以免損壞金屬附件的鍍鋅層。
2.2.5 復合絕緣子的均壓裝置
復合絕緣子兩端均需安裝均壓裝置,均壓裝置的材料應使用鋁合金,并具有足夠的機械強度。均壓環的管徑、環徑及屏蔽深度應滿足招標方要求,是否采用防鳥害型由買方選擇(見技術專用部分)。
2.2.6 裝配
66kV及以上電壓等級的絕緣子,其金屬附件與芯棒的連接必須采用壓接工藝。
復合絕緣子金屬附件與護套的連接應**性密封,其滲透性試驗應符合GB/T 19519—2004第6.4條和第7.4條的規定。
金屬附件連接區的設計應保證理想的應力分布,壓接過程必須采用聲發射探測法并配有其他有效的質量控制手段逐個檢測,杜絕端部連接過壓和欠壓的問題發生。
壓接處理后的金屬附件的鍍鋅層應符合JB/T 8177,且壓接部位(包括壓與未壓的交界部位)的鍍鋅層不得有起皮、分層、開裂或掉鋅等缺陷發生。
對壓接用金具、芯棒等外協件的材料、性能、尺寸、外觀和加工工藝應進行嚴格管理和進廠檢驗。當外協件不是同一批時,必須重新進行試壓和破壞試驗(包括壓接部位剖檢)確定新的*佳壓制程序和控制參數,同時給出正式驗證報告(附剖檢彩色照片)。
絕緣子金屬附件壓接應有壓接操作的原始記錄,便于進行質量跟蹤。原始記錄應建檔長期保存。
2.2.7 銘牌
每一支復合絕緣子應有銘牌以標記制造廠名或商標、制造日期、額定電壓、額定機械負荷和產品編號。
銘牌應采用浮雕模壓或以更較好工藝制造。
2.2.8 合格證
每支復合絕緣子應掛有合格證,合格證上應包括制造廠名、產品編號、檢驗日期及檢驗員代號。
2.2.9 復合絕緣子的運行維護
提供的復合絕緣子應適合于帶電檢修技術,以使一般的帶電作業能方便、快捷、安全地進行。
更多信息請訪問:絕緣子http://www.www.gdsscl.cn 轉載請注明,謝謝
TAG標簽:
友情鏈接/link
河間市天恒電力器材有限公司地址:河北省河間市行別營工業區備案號:冀ICP備17010201號-2


