全國服務熱線
全國服務熱線

地址:河北省河間市行別營工業區
手機:13363683360(韓經理)
Q Q:1285665616
郵箱:1285665616@qq.com
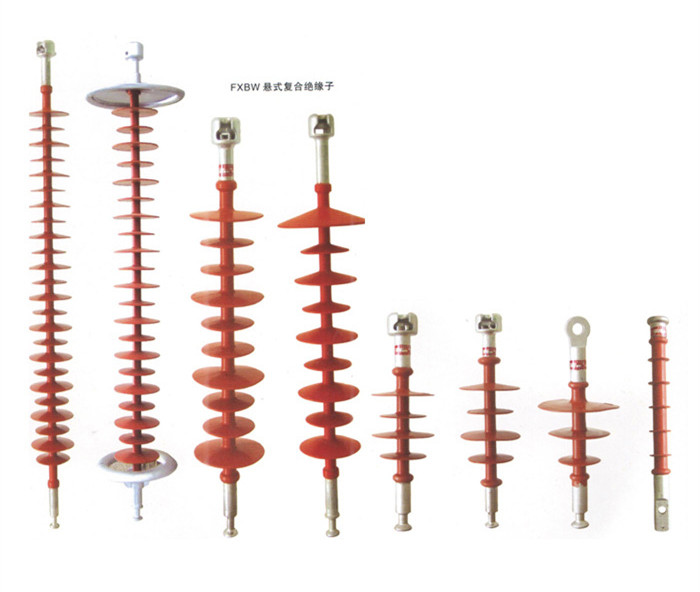
棒形懸式復合絕緣子加工生產過程,下面由復合絕緣子廠家天恒電力公司幫大家介紹一下
復合絕緣子包含芯棒、護套、傘裙、金具等部位,其中芯棒材料主要為環氧玻璃纖維,護套、傘裙材料為高溫硫化硅橡膠。
構成芯棒的環氧玻璃纖維中,沿軸線平行排列的玻璃纖維是骨架,以環氧樹脂為基體材料,將玻璃纖維粘合陳整體,構成環氧玻璃引拔棒。環氧玻璃引拔棒的抗拉強度可達普通碳素鋼的2.5倍。
構成傘裙材料的高溫硫化硅橡膠是以硅橡膠為基體,添加偶聯劑、阻燃劑、補強劑、抗老化劑等填料僅高溫硫化而成。其中補強劑常用白炭黑,阻燃劑常用氫氧化鋁,國內復合絕緣子傘裙材料主要由甲基乙烯硅橡膠材料為基體,分子式如下圖。
1.2、生產過程
復合絕緣子的生產,分環氧玻璃引拔棒生產、膠料生產、注射裝配三部分。
① 環氧玻璃引拔棒生產
環氧玻璃引拔棒為將玻璃纖維浸漬環氧樹脂后,經真空注射、連續拉擠、固化而成。
真空注射:首先在模具(單面模具)上鋪設玻璃纖維,然后鋪設導流網,并抽出體系中的空氣,在模具中形成一個負壓,利用負壓把樹脂通過預先鋪設的管路吸入纖維層中,讓樹脂充分浸潤玻璃纖維。
拉擠:玻璃纖維在拉擠設備牽引力的作用下,在充分浸漬環氧樹脂后,由一系列預成型模板合理導向,得到初步的定型。
固化:初步定型后的引拔棒進入加熱的金屬模具,在高的作用下反應固化。
② 膠料生產
配料:按照一定的配比配置硅橡膠生膠、各種助劑(如補強劑白炭黑、阻燃劑氫氧化鋁等)。
混煉:硅橡膠生膠中逐漸加入白炭黑,氫氧化鋁等及其它助劑反復煉制,使助劑在膠料中分布均勻,形成合成橡膠。
加硫返煉:在膠料中加入硫化劑,再次進行混煉。

③ 注射裝配
金具打磨噴砂:在金具和芯棒、硅橡膠的接觸部分進行打磨,在表面噴涂微小顆粒,打磨、噴砂在去除表面污穢同時使相應表面具有更大的接觸面積,利于獲得良好的端部機械強度,和硅橡膠接觸良好,能保證密封效果。
芯棒打磨清洗及烘干:對玻璃鋼芯棒進行打磨,使表面與粘接劑能充分接觸,對玻璃鋼芯棒進行清洗,去除表面的灰塵顆粒,灰塵顆粒會導致粘接不良,進而引發運行棒形懸式復合絕緣子的內部放電缺陷;芯棒清洗后需及時烘干,保證芯棒不發生吸潮。
涂偶聯劑:在芯棒表面均勻涂抹偶聯劑,偶聯劑的作用是將護套硅橡膠與玻璃纖維芯棒連接在一起,常用的偶聯劑為硅烷偶聯劑,其分子一端具有親環氧基團,一端具有親硅橡膠基團,在一定溫度、壓力下通過反應形成三維交聯結構將硅橡膠與玻璃纖維芯棒連在一起。
注射硫化:把芯棒放入硅橡膠注射模具,注塑橡膠,并將此過程中產生的氣體排出;控制溫度使硅橡膠材料充分硫化,硫化后硅橡膠大分子之間產生交聯,提升材料的耐老化性能。
修邊:對硅橡膠傘裙邊沿、合模縫處的飛邊進行修剪。
壓接:用壓接機進行壓接,一般為從8個方向將端部金具均勻向心擠壓,使金具與芯棒產生輕微形變,形成金具與芯棒的預應力,在承受拉力時產生摩擦力,從而獲得穩定的端部連接結構。
密封:對端部金具涂抹高溫硫化硅橡膠,保證端部不會被外部潮氣侵入。部分廠家在注射成型時可同時完成這一步。
更多信息請訪問:絕緣子http://www.www.gdsscl.cn 轉載請注明,謝謝
TAG標簽:
友情鏈接/link
河間市天恒電力器材有限公司地址:河北省河間市行別營工業區備案號:冀ICP備17010201號-2


